新聞中心
聯系我們
手 機:19279864570
郵 箱:40045692@qq.com
Q Q:40045692
地 址:上海市奉賢區南橋鎮國順路936號5幢
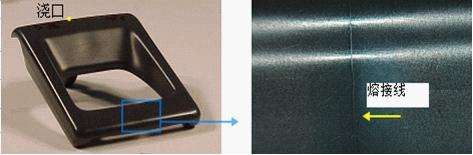
熔接痕問題別總想著調工藝,要學會修模具解決問題!
????????當塑件表面質量由于有熔接痕達不到設計要求時,技術人員通常先會從熔料溫度、注射速度、壓力、流量、模具溫度等方面入手解決。而這些都通過設備來實現,參照成型條件標準小幅度調整,逼近理想值。
????????顯然,熔料溫度、流動速度、壓力、流量、模具溫度這些可以通過設備來調整的項目是比較容易實現的,一方面調整起來方便,另一方面可以多次反復。困難的在于當以上手段已經無法解決時,就不得不通過修改模具的方法來實現預期效果,這也是要論述的重點。
????????需要修改模具的情形可能有以下幾種:
????????熔接痕處夾有氣泡,需要在對應的分型面增設排氣孔;
????????熔接痕深度始終超差,需要調整塑件也即模具型腔的厚度;
????????熔接痕的位置偏向塑件中部,需要調整澆口的位置。
????????下面對以上3 種情形的改善工藝分別進行敘述:
????????1.?熔接痕處氣泡的形成是由于當兩股熔料匯流時,所包圍的氣體沒有及時排除,而留在了塑件內部,在熔接痕表面形成凹坑,可以通俗地稱之為“困氣”。
????????究其原因,可能是對應位置的分型面研配過緊,以致氣體無法排出;也可能是合模后,型腔高度尺寸過度不均勻(塑件壁厚相差較大)造成。
????????2.?針對前一種情況,常通過增加或增大排氣槽來改善,以目前國內應用最廣泛的PP料為例,根據PP料的溢料間隙為0.03 mm這一參數,為避免溢料形成飛邊,排氣槽間隙為0.01~0.02mm最理想。
????????為便于模具加工和成型過程中型腔的清理,排氣槽的位置多數情況會選擇開在定模的分型面上,并盡量開設在型腔的最后充滿處。對于型腔高度尺寸過度不均勻的情形,只能通過“補焊”和“打磨”的方法來調整型腔尺寸,這是難度最大,也是模具技術人員在調試中最怕遇到的,它的調整方法和下面要講到的熔接痕高度始終超差的調整方法一致。
????????3.?當通過調整設備工藝參數和開排氣槽的方法皆無法改善或消除塑件由于熔接痕導致質量不良時,很可能不得不調整型腔的尺寸, 當然需要對塑件相應處的厚度進行準確的測量之后,在設計允許的范圍內作業。
????????保險杠塑件的壁厚在不同部位并不是一個等值,而是一個漸變的量,其原因是考慮到塑件的具體形狀及熔融塑料的流動性,漸變的壁厚有利于成型。壁厚通常在2.60~3.50mm。
????????模具型腔尺寸的修改分兩種情況:一種是增大型腔尺寸,另一種是減小型腔尺寸。
????????對于第一種情況實現起來較容易,根據檢測數據直接對模具型腔的相應部位實施打磨即可。第二種情形就比較復雜,為了達到減小型腔尺寸的目的,首先需要在模具型腔面上堆焊,然后打磨。
????????下面具體介紹減小模具型腔尺寸的方法:
????????從工作的難易程度上,首先考慮選擇在動模上進行“補焊”和“打磨”會比在定模上容易得多。
????????由于注射模的定模型腔面質量直接影響到塑件外觀,而焊接過程中有大量的熱產生,沒有充分的工藝措施保證時,這些熱量往往會改變型腔面的組織成分,導致型腔面硬度不同,進而影響塑件外觀,實踐中要盡量避免定模型腔面的修改。
????????動模型腔面修改的一般步驟如下:
????????通過在型腔面貼膠的方法試模,大致得出型腔需要增減的厚度;
????????實施“補焊”和“打磨”作業;
????????再次試模,根據成型效果調整型腔面的尺寸。
????????其中第二步是難點和關鍵,以下是型腔面修補的詳細過程:
????????選定和母材相匹配的焊接材料,并確定焊接范圍,預留并保護好打磨基準。
????????分區交替堆焊,注意不要從頭焊到尾,以免內應力造成模具型腔面裂損。
????????對照預留基準,開始打磨,注意做好周邊相關部位的保護。
????????測量補焊面的高度,達到要求之后,將基準空位焊滿,完成型腔面的修改。





